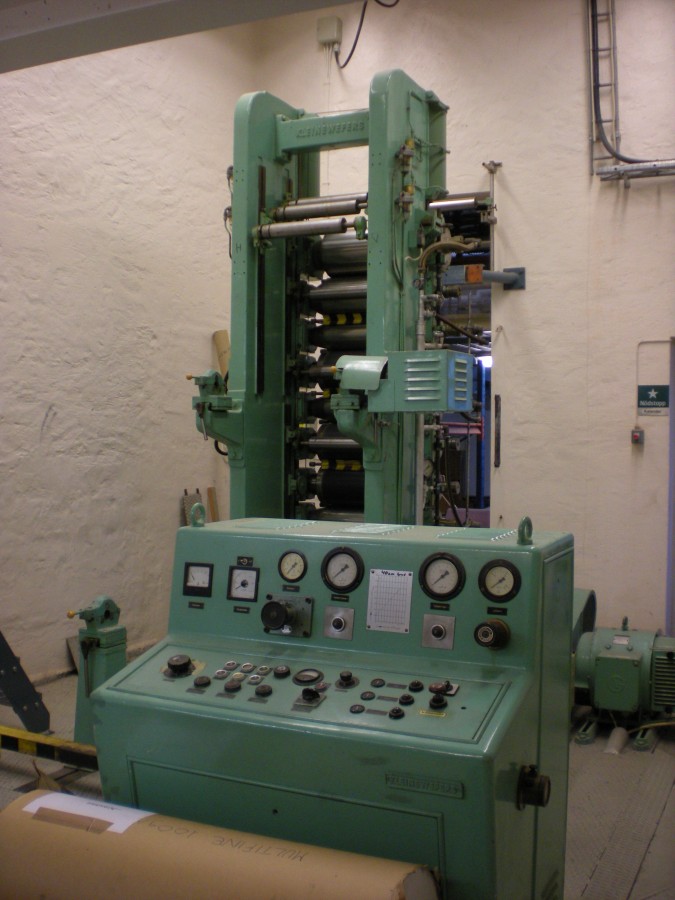
PAPER MACHINE, 550mm, 80g/m2
-
Print this page
- Product ID: VAK10630
- Name: PAPER MACHINE, 550mm, 80g/m2
MASS BALANCE
Machine information
|
Speed |
Min 40m/min Normal 66,5m/min Max 150m/min |
|
Wire width |
550mm |
|
Track width |
470mm |
|
Roll width |
650mm |
|
Basis weight |
80g/m2 |
|
Estimated production |
Speed ”Track width” basis weight |
|
Estimated production |
2,5 kg/min |
WATER BALANCE
|
Water consumption |
10m3/t | |
|
Production |
2,50kg/min |
|
|
TPD |
3,6t/d | |
|
Water per day |
36m3 | |
| Water sharing | Per day | Per ton |
| Showers | 41% 14,76m3 | 5,367273m3 |
| Sealing water | 21% 7,56m3 | 2,749091m3 |
| Chemicals | 17% 6,12m3 | 2,225455m3 |
| Washing, flushing etc | 21% 7,56m3 | 2,749091m3 |
| Shower water sharing | Per day | Per ton |
| Filtrate | 40% 5,904m3 | 2,146909m3 |
| Fresh, cont | 26% 1,9656m3 | 0,714764m3 |
| Fresh, int | 4% 0,2448m3 | 0,089018m3 |
| Filtrate, cont | 30% 2,268m3 | 0,824727m3 |
GENERAL AUTOMATION DESCRIPTIONS
Pulper
The pulp is mixed and diluted from 6-8% to 4% in patch pulper. Level indication LIS-101 starts the pulping process when the level of stock is high enough. Stock is circulated using valve SV-103, before it is pumped forward to Stock preparation. Stock is diluted with white water after pulper using SV-101. From pulper the stock goes to deflaker through SV-102.
Stock Preparation
From deflaker it is possible to run pulp through 2 different refiners or skip them and run straight to machine chest 2. Straight line to machine chest 2 is controlled by HV-207. Refiner 2 has a circulation in it, so that it is possible to keep it running, even when the chests are full. This circulation is controlled by valves SV-204 and SV-202. There are 2 refiners but only 1 of them can be running the same time. It is possible to run stock from refiner 1 to refining chest 2 and the other way around by using valve HV-204.
After refining, the stock goes in to mixing chest. The stock from the 2 different refining chests is pumped and mixed in mixing chest. There are 2 machine chests after mixing chest. The mixed stock can be pumped in to both of them. Refining can be skipped using line straight from deflaker to machine chest 2, as mentioned earlier. Both machine chests have their individual pumps to stuff box.
QIC-303 controls the quantity of the pulp after the mixing chest, using SV-306 and QI-301. SV-306 adds white water to process, diluting the pulp. FIC-301 controls the flow to fan pump with basis weight valve SV-307.
Wire section
There is no automation on the wet end. All the rolls are connected to the main shaft and the speed control is managed by it. All the vacuum systems are working with the constant vacuum and there is no need for automation.
Press section
Press section has two nips. Both got their nip pressure from the hydraulic system and it is controlled by separate control loops. All the rolls are connected to the main shaft and the speed control is managed by it. All the vacuum systems are working with the constant vacuum and there is no need for automation.
On the first nip the press control is manage by press control loop WIC-500. The loop gets its input from the sensors on the hydraulic system. On the maintenance position the roll rises up.
On the second nip the press control is manage by press control loop WIC-510. The loop gets its input from the sensors on the hydraulic system. On the maintenance position the roll rises up.
Drying section
SIC-700 is the speed control in the drying section. Paper machine cylinders are controlled by a main shaft. It is powered by motor M-700. Motors rotational speed is controlled by frequency changer. SIC-700 sets desired rotational speed to frequency changer.
It is possible to set rotational speed to two different speeds: crawling and driving. In crawling-mode force control-input goes to SIC-700 which sets motor to work with low speed and to ignore control-value. On automation-mode control loop gets control-value from control room and tries to achieve the desired rotational speed.
Drying groups temperature control
Drying section has three different drying groups and each group has four different drying cylinders. Every cylinder has electrically working heating and individual temperature sensor. Each cylinder has blower to circulate air inside the cylinder and to protect from overheating. These blowers are set to blow air with constant speed.
Heating of the third group of cylinders is controlled by TIC-730. These same controls take care of all four groups. The control loop gets input from the first cylinder 3.1 temperature sensor TI-730.
Quantity control QIC-740 gets input from QI-740 before the winder. QIC-740 is on cascade loop with temperature controls of the drying section. When dry content drops below the limited setting, temperature control raises the temperature.
REEL
Controlling the rotation speed in reel, SIC-741
There is an own motor for reel. This motor is controlled by frequency converter, which gets signal from control loop SIC-741. The desired web tension in reel comes from between the rotation speed of control loop SIC-700 and the rotation speed of control loop SIC-741. When the speed of reel reaches desired state, tension is controlled by SS-740.